
لا يمكن التنبؤ بتقشير الهيدروجين إلى حد كبير ، ويجب أن تبدأ الجهود لتجنبه في مرحلة التصميم لتحديد خصائص الأجزاء وعمليات التصنيع اللاحقة.
تجنب توليد الهيدروجين أثناء عملية التصنيع وامتصاص الهيدروجين بواسطة السحابات يزيل خطر فشل تقشير الهيدروجين من عملية التصنيع. يمكن تجنب تقشير الهيدروجين الناتج عن التآكل البيئي عن طريق اختيار طرق معالجة السطح بشكل صحيح والتي لا تنتج الهيدروجين.
وتشمل الحلول الممكنة
· جلفنجة ميكانيكية
· طلاء الزنك والألومنيوم
يحدث تقشير الهيدروجين فقط على السحابات عالية القوة. إذا سمحت شروط التطبيق ، حاول اختيار السحابات أقل من 320 فولت.
إذا سمحت الظروف ، حاول تجنب التخليل ، وإذا كان من المستحيل تجنبه ، فيجب تقليل وقت النقع إلى الحد الأدنى. يجب أن يحتوي محلول التخليل دائمًا على مكونات مثبطة. في الحالات التي يجب فيها استخدام مثبتات عالية القوة ولا يمكن إزالة الهيدروجين بالكامل أثناء عملية التصنيع ، ويتم امتصاص الهيدروجين في المثبتات ، مثل التخليل والطلاء بالكهرباء ، تصبح عملية الخبز اللاحقة لإزالة الهيدروجين حرجة.
بالنسبة للسحابات المطلية بالكهرباء عالية القوة ، من أجل تقليل خطر تقشير الهيدروجين ، يمكن إجراء الخبز مباشرة بعد الطلاء الكهربائي. الرجوع إلى ISO4042 (طلاء الطلاء للسحابات) للإرشاد. الغرض من الخبز هو إزالة أكبر قدر ممكن من الهيدروجين وتشتيت الهيدروجين المتبقي بعيدًا عن السطح. بسبب تأثير تركيز الإجهاد ، عادة ما يكون سطح السحابة شديد التوتر.
عند الطلاء بالكهرباء مثبتات عالية القوة ، يجب خبزها في غضون 4 ساعات بعد الطلاء الكهربائي. في الأساس ، كلما اكتمل الخبز في وقت مبكر بعد الطلاء الكهربائي ، كان تأثير العلاج أفضل. العملية النموذجية هي الحفاظ على المثبتات في درجة حرارة تتكون من ، من من 2 ساعة إلى 24 ساعة. مرة أخرى ، بعبارات عامة ، كلما كان ذلك أفضل. إذا تم تأخير عملية الخبز لأكثر من 4 ساعات بعد الطلاء ، فقد يكون قفل قد تعرض لأضرار لا يمكن إصلاحها (تشققات صغيرة) (قد يكون هناك ضغط متبقي محلي في السحابة يؤدي إلى هجرة الهيدروجين إلى منطقة الضغط العالي).
بالنسبة للسحابات ذات الضغط المتبقي ، فإن وقت الخبز مهم بشكل خاص لأن الإجهاد المتبقي في السحابات سيتسبب في فصل الهيدروجين بالقرب من سطح التثبيت إلى مناطق إجهاد ، بما في ذلك مواقع العيوب السطحية ، والشوائب ، مناطق التقصف المحتملة.
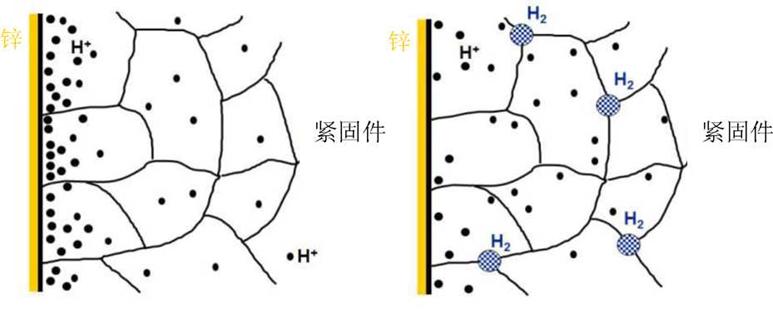
الشكل 4: التوزيع قبل (يسار) وبعد إزالة الهيدروجين (يمين)
يتم تعريف طريقة اختبار السحابات بواسطة ISO15330 ، "اختبار التحميل المسبق للكشف عن تقشير الهيدروجين-طريقة سطح محمل متوازي".
السحابات نوع الترباس طريقة فحص تقصف الهيدروجين
يجب إجراء اختبارات التحميل المسبق على تركيبات الاختبار المناسبة. كما هو موضح في الشكلين 2 و 3. يجب أن يكون الضغط الذي تتحمله أداة التثبيت ضمن نقطة العائد أو ضمن نطاق عزم دوران الفشل. يمكن تطبيق عزم الدوران إما عن طريق مطابقة المكسرات (أو البراغي) أو عن طريق تحويل لوحة فولاذية ملولبة لضمان أن الضغط المطلوب من أداة التثبيت المقابلة يقع ضمن نقطة العائد ؛ يُسمح أيضًا بطرق التحميل والتركيبات الأخرى ضمن نطاق عزم الدوران المكسور. يجب الحفاظ على التوتر أو عزم الدوران لمدة 48 ساعة على الأقل. كل 24 ساعة ، يجب إعادة تشديد قفل إلى الضغط الأولي أو عزم الدوران ، مع التحقق مما إذا كان قفل التثبيت قد تعرض للتلف بسبب تقصف الهيدروجين.
طريقة فحص تقشير الهيدروجين لمثبتات البثق الذاتي والتنصت الذاتي
اختبار التحميل المسبق هو نفس طريقة القسم ، وتركيبات الاختبار ذات الصلة هي صفيحة فولاذية. يمكن استخدام غسالة ذات تصنيف صلابة 300 فولت تحت رأس المسمار لحماية اللوحة الفولاذية. سمك الحد الأدنى للوحة الفولاذية هو ld ، وجميع المتطلبات الأخرى هي نفسها للبراغي والبراغي والأزرار.
حشيات
طريقة فحص تقشير الهيدروجين للسحابات يتم تثبيت العديد من عينات غسالة الزنبرك على مسامير بنفس القطر الاسمي للخيط وغسالة الزنبرك. استخدم غسالات مسطحة لفصل غسالات الزنبرك عن بعضها البعض. يجب أن تكون صلابة الغسالة المسطحة أكبر من صلابة عينة غسالة الزنبرك ، والحد الأدنى من صلابتهاهو 40hrc. يجب اختبار الغسالة المرنة المخروطية في أزواج ، ويجب تشديد التجميع حتى يتم تسطيح عينة الغسالة (الجنسية) الربيعية بالكامل.
إذا اجتازت جميع العينات في نفس الدفعة الاختبار بدون كسور أو تشققات مرئية ، تكون مادة الدفعة مؤهلة. ومع ذلك ، من المهم ملاحظة أن اجتياز اختبار تقشير الهيدروجين يقلل فقط من المخاطر المحتملة.
من أجل تجنب مشاكل تلف تقشير الهيدروجين الناجمة عن عملية الطلاء ، يبحث مصنعو السحابة عن طرق لتجنب مشاكل تقصف الهيدروجين ، بما في ذلك استخدام تنظيف منخفض الهيدروجين والطلاء منخفض الهيدروجين ، والذي يهدف إلى تقليل فرصة الاتصال بالهيدروجين. في التصميم ، يجب النظر بشكل كامل في تأثير قوة المواد على حساسية تقشير الهيدروجين ، ويجب تقليل مستوى القوة قدر الإمكان. أثناء عملية المعالجة ، يجب تجنب التلف الميكانيكي على سطح الأجزاء قدر الإمكان ؛ يجب اعتماد عملية الطلاء الكهربائي للتقشير بالهيدروجين المنخفض ، وينبغي استخدام طلاء الزنك والألومنيوم التقصف غير الهيدروجين وغيرها من أساليب المعالجة السطحية المضادة للتآكل إذا لزم الأمر. بعد الطلاء الكهربائي ، يجب اعتماد عملية محرك هيدروجين معقولة لإزالة الهيدروجين بدقة. في الوقت الحالي ، على الرغم من أنه لا يمكن التخلص تمامًا من مشكلة تقشر الهيدروجين ، مع تطوير مواد جديدة ، قد تكون بدائل معالجة الأسطح منخفضة التكلفة بمثابة طفرة لحل المشكلة تمامًا.





 中文
中文 English
English 日本語
日本語 한국어
한국어 français
français Deutsch
Deutsch Español
Español italiano
italiano русский
русский português
português العربية
العربية Türkçe
Türkçe ไทย
ไทย





